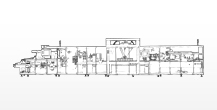
DTWHL500全自動高速泡罩枕包裝盒包裝生產線制造商,融入新的理念,開啟一體兩線雙軌雙用生產模式;一體兩線包含了泡罩裝盒生產線及泡罩枕包裝盒生產線雙用生產模式;雙軌實現了聯動線產能翻翻,使泡罩機500板/min、往復式枕包機400包/min、裝盒機400盒/min生產產能大化匹配;一體兩線雙軌雙用不僅僅降低了用工成本,也減少了占地成本,提升了終端用戶生產效益。
泡罩裝盒生產線速度快500板/分鐘及400盒/分鐘,運用于大規模生產。通過旋轉機械手移送裝置,將格柵推板輸送帶中板塊,依次吸取,兩次吹放入雙軌輸送至裝盒機雙伺服料庫,比原有單軌泡罩輸送進料再伺服落入裝盒機料倉方式,在原有單機泡罩輸送穩定線速度上,經旋轉機械手裝置實現雙軌進料方式。在不改變原有輸送線穩定線速度上,實現單軌至雙軌產量倍增。
泡罩枕包裝盒生產線可大化匹配500板/分鐘、枕包400包/分鐘及400盒/分鐘產能,泡罩板輸送同上,通過軌道升降切換裝置,使泡罩板進入高速往復式雙軌枕包機,實現枕包400包/分鐘產能,再經合流輸送系統將高速往復式雙軌枕包機枕包袋產品移送至枕包智能多段帶糾偏系統,將枕包袋一一對應住智能移送旋轉機械手移送到裝盒機料倉平臺,再與后邊說明書及通過智能伺服送盒系統上紙盒一起完成裝盒包裝。
1、整機按現行GMP標準車間的空間場地設計、制造。
2、整機各功能區分隔設計,采用德國進口光電眼跟蹤、檢測自動控制整條線運行。
3、整機各工位動作有極高的電子自動同步性,使整線的運行更協調,更平衡,噪音低。
4、整機集泡罩枕包裝盒、泡罩裝盒雙軌雙用于一體,操作簡單。PLC可編程控制,觸摸式人機界面。
5、自動化程度高,控制范圍廣,控制精度高,控制反應靈敏,穩定性好。
6、整機不僅可聯動生產,且可單機生產。
7、零部件數量少,機器的結構簡單,維護保養方便。
8、低分貝設計,人機工程學應用。
|
|
融入新的技術理念,區別傳統連線模式,開啟一體兩線雙軌雙用生產模式;一體兩線包含了泡罩裝盒生產線及泡罩枕包裝盒生產線雙用生產模式;雙軌實現了聯動線產能翻翻,使泡罩機500板/MIN、往復式枕包機400包/MIN、裝盒機400盒/MIN,生產產能大化匹配;一體兩線雙軌雙用不僅僅降低了用工成本,也減少了占地成本,提升了終端用戶生產效益。 |
||
|
|
采用雙軌合流各設置多段智能糾偏帶,無論雙軌枕包機隨意啟動出來枕包袋產品,在多段智能糾偏帶的工作下,將枕包袋糾偏至齊平狀態,類似機械同刀切割狀態,使得后道合流順暢進行,后邊合流進入各自軌道多段糾偏帶時,當一號線一段糾偏帶上方光眼測得枕包袋進入時對比二號線枕包袋進入一段糾偏帶上方光眼測得枕包袋進入時對比,第一軌枕包袋進入,在兩段糾偏帶上方光眼處再對比兩軌上枕包袋位置至第二段糾偏帶時,保障枕包袋糾至同時在第二段的輸送帶出口齊平處。 |
||
|
|
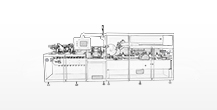
在原有的基礎上引入雙軌生產模式,保障穩定順暢的前提下提高產能,由原先的200包/MIN飛躍到400包/MIN, 產量翻翻。往復式雙軌枕包機,可單機運行生產枕包袋包裝產品,也可聯動生產枕包袋產品,切換方便,無局限性,雙軌生產模式,使聯機生產產能翻翻成為可能,此種生產模式的引入,將在生產效率、用工成本、占地成本上發生重大質的飛躍。 |
||
|
|
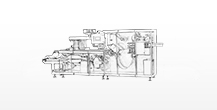
采用8軸全伺服控制,運算速度快,數字化生產更加智能,方便、人性化設計,驅動后置,維護、檢修方便,操作區開放,操作人員觸手可及,操作更加得心應手;獨創一機多用、多任務生產模式,此設備其中1號線,2號線可同時生產同種規格產品,也可同時生產不同規格產品;光標對版自動追蹤對接功能實現了設備在不停機的狀態下完成自動接膜,接膜廢料控制在一板程內,功能更加完善,設置多板、少板、錯板檢測,以及預留聯機功能,下限位待機運行,節省包裝膜浪費,上限位吹料,防止物料堵塞進料板料庫,使聯動更平穩順暢;可實現連續不停機生產,只需一名操作人員即可完成生產任務,生產效率翻翻,以往多位操作員工操作生產,為客戶節約勞動力成本,節約了占地成本,提高了生產效益。 |
||
|
|
引入伸縮輸送帶技術,方便2號線維護、維修,在不更換,不拆裝輸送帶,只需將定位處鎖緊把手螺栓松開,即可輕松將伸縮帶往一邊縮放,還能保持輸送帶在張緊狀態下,當輸送帶推放在原有位置,鎖緊螺栓把手即可正常運行,操作簡單方便,實現了并軌生產出枕包袋產品,伸縮輸送帶在包圍型聯動方式中是一大革新性的發明,讓操作人員可安全、方便進入包圍中聯動設備操作,也可讓物料輕松進出,避免以往架梯式進入危險性,且運輸物料極其不方便。 |
||
|
|
往復式雙軌枕包機,與市面上的雙列或雙刀枕包機是兩種完全不同的枕包包裝方式,采用錯開膜卷及中封、端封,可雙軌同時生產往復式枕包機包裝方式;采用同一人機界面實現雙軌枕包機同時運行生產枕包產品,也可獨立單軌生產,采用各自獨立復合膜自動追蹤對接功能,對生產同種規格或不同規格枕包袋產品,在聯動待機運行中,發揮出無限潛能,無局限性,而雙列枕包機采用并列膜卷、中封、端封的生產方式,其局限性只能生產同種規格產品,且復合膜卷在運行中需將膜卷對半分切進入并列中封、端封的包裝方式,此種構造只能在旋轉式枕包機才能實現,所以也局限了其在(0.6-1.0mm)的厚度包裝膜下無任何明顯生產效率優勢,且寬幅膜卷,使得換膜重量加大一倍,更加繁瑣,接膜、切膜難調整,在送膜中,容易產生偏斜,廢品率高,設備穩定性不高,且雙列枕包機不適應聯動生產,由于枕包在聯動生產工藝中必須有物料下限待機運行功能,當其中1號線物料在下限位,2號線物料在加料設定范圍,雙列枕包受限于包材、中封、端封設計同時性包裝,造成此種情形,后面過來物料,只能催到緩沖料庫中,一小時下來,吹出一大堆完好物料,給生產清場帶來很大不便;還有市場上前后設置雙刀同時封合切斷的雙刀枕包機,一是不同長短規格枕包袋包裝受限于雙刀工位,極難調節,且短枕包袋枕包出來疊包現象嚴重,影響后道連線生產穩定性。 |
|
主要技術參數 |
||
|
泡罩產量 |
300-600板/分鐘 |
|
|
枕包產量 |
100-400包/分鐘 |
|
|
裝盒產量 |
100-400盒/分鐘 |
|
|
捆扎產量 |
30-60捆/分鐘 |
|
|
潔凈壓縮空氣(壓力) |
0.5~0.7Mpa |
|
|
耗氣量(空壓機) |
≥1.2 |
|
|
電能耗 |
380V 50HZ 60KW |
|
|
外形尺寸 |
23480x3730x2100 | |

浙江希望機械有限公司
浙江省瑞安市高新技術產業園區圍五路88號
86-577-65567858 65572858(銷售熱線)
86-577-65579899(外貿部)
4008110205 0577-66003680(售后熱線)
0577-65570840(配件)
86-577-65569858
手機網站 |
VR全景 |
|
 |
 |